

Bulk material handling is defined as the process of moving, storing, and controlling large volumes of unpackaged materials, including powders, granules, ores, grains, and aggregates, across logistics, construction, and manufacturing operations. The systems and equipment that perform these functions determine whether a plant runs at capacity or bleeds time and revenue through bottlenecks, spillage, and unplanned downtime. Understanding the role of bulk material handling is not optional for operations managers and procurement leads. It is the difference between a plant that performs to spec and one that consistently underperforms.
What is the role of bulk material handling in industrial efficiency?
Bulk material handling systems are the operational backbone of any facility that processes or transports high volumes of unpackaged materials. In construction, that means cement, sand, and aggregates. In manufacturing, it means raw chemical inputs, plastic pellets, and mineral powders. In logistics, it means grain, coal, and fertilizer moving through terminals and transfer stations.
The core function of these systems goes beyond simple transport. They control the rate, direction, and condition of material as it moves from source to process point. When that control breaks down, the consequences are immediate. Undersized or poorly designed systems cause bottlenecks, bridge formations, and dust emissions that damage downstream equipment and reduce plant reliability. That is not a minor inconvenience. It is a production failure with measurable cost.

Efficient material handling also protects product quality. Segregation, contamination, and moisture ingress all occur when materials are handled without proper system design. The importance of bulk handling becomes clear when you calculate the cumulative cost of product degradation across a full production year.
How does bulk material handling improve operational efficiency?
Automated bulk handling systems move tons per hour with complete consistency, outperforming manual labor or forklift operations by a significant margin. That consistency matters more than raw speed. A system that moves 200 tons per hour reliably is more valuable than one that peaks at 250 but fluctuates based on operator attention or shift changes.
Automation’s contribution to efficiency extends beyond throughput. Automation stabilizes throughput by eliminating human errors in gate settings and discharge clearing that cause erratic feed rates and equipment damage. A plant running on manual discharge clearing will experience variable feed rates that stress conveyors, feeders, and downstream processing equipment. Automation removes that variable entirely.
Waste reduction is the second major efficiency driver. Modern sealed conveyors and chutes prevent spillage and dust loss, keeping all raw material on its intended path. In high-value material streams like specialty chemicals or food-grade powders, even a 1% product loss compounds into significant annual revenue loss.
Key efficiency gains from well-designed bulk handling systems include:
- Throughput consistency: Automated systems maintain rated capacity regardless of shift or operator.
- Dust and spillage control: Sealed transfer points eliminate product loss and reduce housekeeping costs.
- Equipment longevity: Stable, controlled material flow reduces wear on conveyors, feeders, and storage vessels.
- Bottleneck prevention: Properly sized systems match upstream and downstream process rates without creating choke points.
Pro Tip: Before specifying any bulk handling system, map your actual material flow rates at peak and average production. Systems sized only for peak demand often run inefficiently at average loads, accelerating wear and increasing energy consumption.
What are the main types of bulk handling equipment?
Bulk handling equipment types fall into four functional categories: conveyors, storage vessels, feeders, and elevators. Each serves a distinct role, and selecting the wrong type for a given material or application creates problems that no amount of maintenance can fix.
Belt conveyors are gentle on product and well suited for grains, aggregates, and other friable materials over medium to long distances. Screw conveyors are compact and effective for short runs and metering applications, particularly with powders and granular materials that flow predictably. Drag chain conveyors handle abrasive or heavy materials like clinker and coal where belt systems would suffer excessive wear.
The table below compares the primary bulk handling equipment types against their key characteristics and ideal applications:
| Equipment Type | Best Material Type | Typical Application | Key Limitation |
|---|---|---|---|
| Belt conveyor | Grains, aggregates, ores | Long-distance horizontal transport | Not suited for steep inclines or fine powders |
| Screw conveyor | Powders, granules | Short runs, metering, enclosed transfer | Limited to short distances and lower capacities |
| Drag chain conveyor | Abrasive, heavy bulk solids | Mining, cement, coal handling | Higher maintenance frequency |
| Bucket elevator | Free-flowing granules, powders | Vertical elevation of dry materials | Sensitive to material moisture and lump size |
| Pneumatic conveyor | Fine powders, pellets | Enclosed long-distance transfer | Higher energy consumption per ton |
| Bins and silos | All dry bulk materials | Storage and surge capacity | Requires flow-promotion design for cohesive materials |
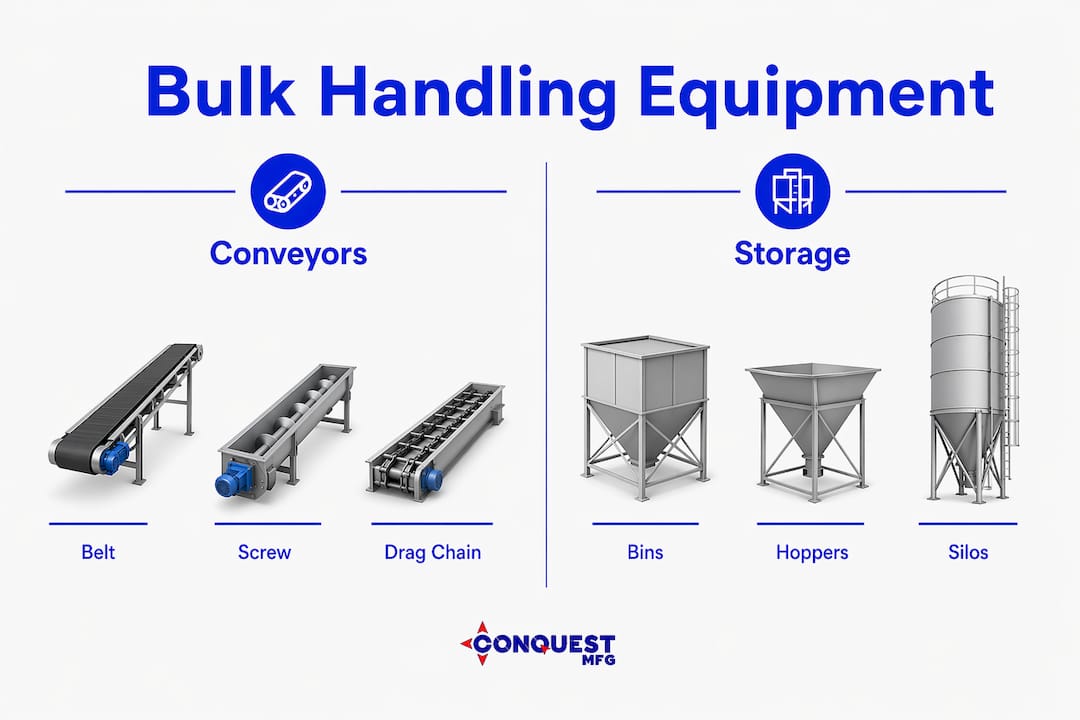
Storage vessels, including bins, hoppers, and silos, deserve particular attention. Storage vessels integrated with flow-promotion devices and level sensors function as active process components rather than passive containers. The role of bulk material bins is to provide controlled surge capacity and consistent discharge, not simply to hold material between process steps. A bin without a properly designed outlet and feeder interface is a liability, not an asset.
What design principles ensure successful bulk handling systems?
System design is where most bulk handling failures originate. The mass flow principle ensures first-in-first-out material movement, minimizing segregation and stagnant zones that degrade product quality and process stability. Achieving mass flow requires specific hopper wall angles, outlet dimensions, and surface finishes determined by measured material flow properties, not general rules of thumb.
Follow this sequence when designing or auditing a bulk handling system:
- Measure material flow properties. Test cohesive strength, wall friction, and bulk density across the full range of moisture and temperature conditions the material will experience in service.
- Design storage geometry to achieve mass flow. Hopper wall angles and outlet sizes must be calculated from measured flow properties, not estimated.
- Size the outlet and feeder interface correctly. The feeder must withdraw material uniformly across the full outlet area to prevent preferential flow channels and ratholing.
- Integrate level sensing and flow-promotion devices. Vibrators, air cannons, and bin activators should be specified based on material behavior, not added reactively after flow problems appear.
- Specify automation controls that match process requirements. Gate positions, discharge rates, and alarm setpoints should be locked into the control system, not left to operator discretion.
True system integration based on measured flow properties avoids hidden downtime costs caused by arching and ratholing that individual equipment purchases miss. This is the single most common error in bulk handling system procurement. Facilities buy conveyors, bins, and feeders from separate suppliers without engineering the interfaces between them, then spend years troubleshooting flow problems that were predictable from the start.
Pro Tip: Request flow property test reports for your specific material before finalizing any hopper or silo design. Suppliers who cannot provide this data are guessing at geometry, and you will pay for those guesses in downtime.
What practical steps and common challenges exist in implementing bulk handling systems?
Implementation quality determines whether a well-designed system performs as specified or degrades within its first operating year. Accurate installation protocols, including vertical alignment and vibration isolation, prevent flow instability and dust leakage that lead to costly maintenance failures. These are not optional finishing steps. They are performance-critical requirements.
Common implementation challenges and their solutions include:
- Bridging and ratholing: Material arches across the hopper outlet or forms a stable channel, stopping flow. The solution is correct outlet sizing and flow-promotion devices specified before installation, not after.
- Dust emissions at transfer points: Caused by excessive drop heights, misaligned chutes, or inadequate sealing. Enclosed transfer chutes with dust collection connections resolve this at the design stage.
- Vibration-induced segregation: Fine and coarse particles separate during transport or storage, causing inconsistent product quality. Mass flow design and controlled transfer velocities minimize this effect.
- Feeder overload or starvation: Occurs when the feeder capacity does not match the storage outlet size or downstream process rate. Proper capacity matching during design prevents this entirely.
Failure to document maintenance schedules and calibration procedures before operational handover is a leading cause of system failures that have nothing to do with equipment quality. Wear liner replacement intervals, belt tension schedules, and sensor calibration logs must be established and handed over with the system, not developed reactively after the first failure. You can find a useful reference for installation step-by-step protocols that apply directly to bulk transport system commissioning.
Why system integration defines bulk handling success
The most persistent misconception in bulk handling procurement is that equipment quality alone determines system performance. It does not. Most failures stem from treating storage, discharge, and feeding components as unconnected parts rather than an engineered system adapted to measured flow properties. I have seen facilities with premium-spec conveyors and silos that ran at 60% capacity because nobody engineered the interface between the hopper outlet and the feeder.
The hidden value of automation is not speed. It is predictability. Automation enforces consistent throughput by removing the human variables that destabilize downstream equipment. When a gate setting drifts by 15% because an operator is managing three tasks simultaneously, the feeder downstream compensates erratically, and that stress accumulates in the drivetrain over months. Automation locks that gate setting and holds it.
Maintenance documentation is the part of bulk handling projects that gets cut when schedules compress. That is a mistake with a predictable outcome. Facilities that receive equipment without calibration logs and wear schedules spend their first year in reactive mode, which is the most expensive way to operate any system. The industry trend in 2026 is toward digital maintenance platforms that tie calibration records directly to equipment IDs, making handover documentation a live system rather than a paper file. That shift is overdue, and facilities that adopt it early gain a measurable reliability advantage.
Key takeaways
Bulk material handling systems deliver operational value only when storage, transport, and feeding components are engineered as an integrated system based on measured material flow properties, not assembled from independently purchased equipment.
| Point | Details |
|---|---|
| Integration over components | Engineer storage, feeders, and conveyors as one system to avoid arching, ratholing, and feed instability. |
| Mass flow design is non-negotiable | Measure material flow properties and use them to calculate hopper geometry before specifying any vessel. |
| Automation delivers predictability | Automated gate and discharge controls eliminate the human error that destabilizes downstream equipment and increases maintenance costs. |
| Documentation drives uptime | Deliver calibration logs, wear schedules, and maintenance protocols at handover to prevent reactive maintenance cycles. |
| Equipment type must match material | Belt, screw, drag chain, and pneumatic conveyors each suit specific materials and distances. Mismatches cause accelerated wear and flow failures. |
How Conquestmfgusa supports your bulk handling operations
Conquestmfgusa designs and manufactures equipment built for the demands of construction, logistics, and industrial bulk material transport. From dry bulk pneumatic trailers and portable cement pig silo trailers to bottom dumps, end dumps, and sand hoppers, every product is engineered for the specific performance requirements of high-volume material movement.
If your operation depends on reliable bulk material transport, Conquestmfgusa offers equipment matched to your capacity, material type, and site conditions. Explore the full range of construction industry solutions or review the 2026 batch plant guide to identify the right configuration for your next project. Contact Conquestmfgusa directly for a tailored equipment recommendation backed by decades of manufacturing experience in the USA.
FAQ
What is the role of bulk material handling in manufacturing?
Bulk material handling controls the movement, storage, and discharge of raw materials through every stage of a manufacturing process. Without it, production rates become inconsistent and material quality degrades through segregation and contamination.
What are the main bulk handling equipment types?
The primary equipment types are belt conveyors, screw conveyors, drag chain conveyors, bucket elevators, pneumatic conveyors, and storage vessels including bins, hoppers, and silos. Each suits specific materials, distances, and throughput requirements.
How does mass flow improve bulk handling system performance?
Mass flow ensures first-in-first-out material movement through storage vessels, preventing segregation and stagnant zones that degrade product quality. Achieving it requires hopper wall angles and outlet sizes calculated from measured material flow properties.
What causes bridging and ratholing in bulk storage bins?
Bridging and ratholing occur when hopper outlet sizes are too small or wall angles are too shallow for the material’s cohesive strength. Correct outlet sizing and flow-promotion devices specified at the design stage prevent both problems.
Why does automation matter beyond throughput speed?
Automation removes human variability in gate settings and discharge operations, which stabilizes feed rates and reduces stress on downstream equipment. The long-term benefit is lower maintenance costs and more predictable production output.