

Most construction and materials processing professionals understand that dirty aggregate is bad for final product specs. Far fewer understand that a modern aggregate washing plant is not a simple rinse operation. It is a multi-stage wet processing system that separates clays, silts, organics, and other deleterious materials while also recovering fine sand, recycling water, and producing spec-grade output at high throughput. This article covers how these plants work, what technologies are reshaping their performance in 2026, how to select the right configuration for your operation, and what it actually takes to run one well.
Table of Contents
- Key takeaways
- How an aggregate washing plant works: core components and workflow
- Key technologies shaping modern aggregate processing plants
- Selecting the right plant for your project
- Operational best practices for peak plant performance
- What the industry consistently underestimates
- How Conquestmfgusa supports your aggregate operations
- FAQ
Key takeaways
| Point | Details |
|---|---|
| Washing is a processing system | An aggregate washing plant sequences screening, scrubbing, separation, and water recovery rather than just spraying water on material. |
| Water recovery is critical | Closed-loop water systems reduce power consumption by up to 30% and eliminate the need for large sludge ponds. |
| Fine sand recovery improves yield | Hydrocyclone-based recovery systems can reclaim 80 to 90% of fine sand that conventional washing loses. |
| Plant type must match site conditions | Portable, modular, and fixed plants each suit different production scales, site constraints, and permitting requirements. |
| Operational tuning drives results | Feed gradation, water balance, and silt load management matter as much as the equipment itself. |
How an aggregate washing plant works: core components and workflow
The industry term for this category of equipment is a wet processing plant or washing and classifying plant, though aggregate washing plant is the phrase most operators use in practice. Both terms describe the same thing. Understanding the sequential process is the foundation for every specification and operational decision you will make.
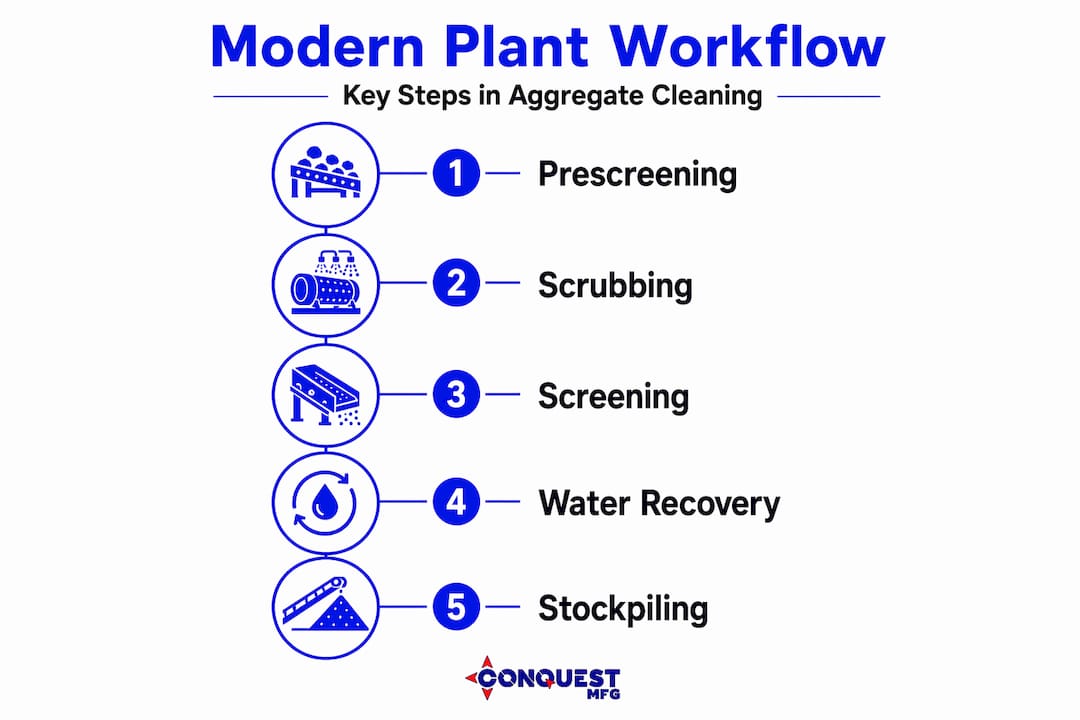
Modern aggregate wash plants follow a sequential material flow through screening, scrubbing, washing, separation, and stockpiling. Here is how that flow works in practice:
- Feed input. A hopper and belt conveyor receive raw material from the pit, quarry, or crushing circuit. Feed rate control at this stage sets the pace for every downstream process. Inconsistent feeding is one of the most common causes of off-spec product.
- Prescreening. A vibratory screen separates oversize material before scrubbing. This protects scrubbing equipment from damage and removes coarse contaminants early.
- Scrubbing. A logwasher or attrition scrubber applies mechanical agitation to break down clay coatings and plastic fines bonded to aggregate surfaces. Water is added here to begin the slurry formation.
- Washing and classification. Material moves through wash screens and hydrocyclones to separate product fractions by size and density. Sand fractions are directed to dedicated sand washing equipment, typically a screw washer or wheel washer paired with a dewatering screen.
- Fine sand recovery. Without a dedicated recovery stage, fine sand particles exit with the wash water and are lost to the sludge pond. Hydrocyclone-based fine sand recovery can reclaim 80 to 90% of that material, converting a waste stream into a saleable product.
- Water recycling and sludge management. Clarified water returns to the plant for reuse. Sludge, which contains silt and fine clay particles, is directed to a thickener, filter press, or sludge lagoon for management and disposal.
- Product stockpiling. Clean, graded aggregate fractions and recovered sand are conveyed to stockpiles or bins for quality control testing and dispatch.
Pro Tip: Set your target feed rate 10 to 15% below the plant’s rated capacity during commissioning. Running closer to the design limit before you understand the silt load and water balance of your specific feed material is a fast route to poor product quality and unplanned downtime.
Key technologies shaping modern aggregate processing plants
The gap between an average aggregate processing plant and a top-performing one comes down to how well the equipment manages water, fines, and process integration. In 2026, several technology trends define where the industry is going.
- Integrated chassis systems. Equipment like the Terex AggreScrub P80, introduced at Hillhead 2026, combines pre-screening, logwasher scrubbing, post-screening, contaminant removal, and slurry management on a single chassis. This reduces the number of plant-to-plant transfer points, which is exactly where throughput losses and product inconsistency accumulate.
- Closed-loop water recovery. New designs return recycled water by gravity rather than pumping it back to the system. Closed-loop systems can cut power consumption by up to 30% and remove the need for large sludge lagoons on site. For producers operating under tight environmental permits, this is not optional. It is a design standard.
- Modular and containerized configurations. Modular wash plants allow rapid commissioning and easy relocation without sacrificing throughput or process stability. They are particularly well suited to temporary construction aggregates operations or projects where site access is constrained.
- Automated process controls. Sensor-driven controls that monitor slurry density, water flow rates, and product moisture now allow operators to adjust parameters in real time. This matters especially when feed gradation shifts between seasonal material changes or different pit zones.
- Advanced aggregate cleaning solutions for fines. The shift toward high-value manufactured sand products has increased demand for dewatering screens and hydrocyclone clusters that produce tightly graded fine products with low moisture content, typically below 12% by weight at discharge.
The real shift in 2026 is that water recovery integration is now a core design function rather than an add-on. Plants that treat water management as secondary will spend more on freshwater, disposal, and power across their operational life.
Selecting the right plant for your project
Choosing a wash plant is not about picking the biggest unit your budget allows. It is about matching the plant’s configuration and capacity to your feed material, production targets, site constraints, and environmental obligations.
The table below contrasts the three main plant categories:
| Plant type | Best fit | Key tradeoffs |
|---|---|---|
| Portable/trailer-mounted | Short-term projects, multiple sites | Lower throughput, limited component integration |
| Modular | Medium to large projects, relocatable | Faster commissioning than fixed, more flexibility |
| Fixed/permanent | High-volume, long-life operations | Maximum throughput and integration, high capital cost |
Beyond plant type, component sizing is where most specification errors happen. Screen sizes must match your feed gradation. Hydrocyclone cut points must align with the product specs you need to meet. Sludge handling capacity must be sized for peak silt loads, not average conditions. Under-specifying sludge capacity is one of the most common and costly mistakes in aggregate processing plant design.

Environmental compliance adds another layer. In states like Texas, aggregate processing plants are distinguished from commercial aggregate production operations for permitting purposes. Understanding how your local regulatory body classifies your operation affects water discharge permits, sludge disposal requirements, and air quality registrations. Get this sorted before you finalize your plant layout.
Pro Tip: Request a sieve analysis and plasticity index test on your feed material before finalizing any plant specification. A material with a high clay content or significant minus 75-micron fraction will require significantly more scrubbing and sludge handling capacity than a clean, well-graded gravel feed.
Operational best practices for peak plant performance
Buying the right plant gets you to the starting line. Running it well is what determines profitability over the life of the operation. Here is what separates high-performing wash operations from average ones:
- Maintain stable slurry levels. Stable slurry conditions across wet-processing units are critical for consistent product quality. Integrated sump tanks and pumps on modern chassis designs are specifically engineered to prevent the level fluctuations that cause off-spec surges.
- Monitor and balance your water circuit daily. Track fresh water input, recycled water flow, and sludge output as a system. Letting water balance drift forces the plant into either diluted slurry conditions (reducing separation efficiency) or saturated sludge ponds (creating disposal problems and potential compliance issues).
- Do not neglect downstream classification. Pairing washing with proper hydrocyclone cut points and dewatering screens is what produces spec-compliant product. Washing the material thoroughly and then misclassifying it on the back end means you still ship off-spec product. That harms your reputation and your margin.
- Build a preventive maintenance schedule for wear components. Logwasher paddles, screen media, hydrocyclone liners, and pump impellers all have predictable wear rates. Reactive maintenance on these items causes avoidable downtime. Track hours on each component and replace on schedule.
- Train operators to recognize feed variability. An experienced operator who adjusts water addition rate and feed speed when the material changes will consistently outperform a highly automated plant running without supervision.
Pro Tip: Install a simple sludge density meter on your thickener underflow. Knowing the solids concentration of your sludge discharge in real time lets you optimize flocculant dosage and avoid overloading your dewatering system, which saves both chemical cost and equipment wear.
What the industry consistently underestimates
I have reviewed aggregate washing plant specifications and visited operating sites across the country, and one pattern repeats itself: operators invest heavily in the washing and screening components and then cut the budget on sludge management and fines recovery. Every time. The logic sounds reasonable in the procurement phase. Sludge handling feels like a peripheral cost. Fine sand recovery is an “optional” module.
What I have actually seen play out is that those decisions come back hard. The sludge pond fills up faster than projected. Fine sand blends into waste streams that cost money to dispose of rather than generating revenue. Water consumption stays high because there is not enough clean water returning to the circuit. The plant that looked like it saved $200,000 upfront is now running $50,000 a year more in operating costs than a better-specified competitor.
The benefits of washing aggregates are fully realized only when the entire wet processing circuit is treated as a single system. Not a washer plus a screen plus a pond. One integrated system where every output from one stage is an input to the next.
My prediction for the next decade: water scarcity and tighter discharge regulations will force closed-loop water management from “best practice” to “standard requirement.” The producers who design for it now will have a competitive advantage. The ones who retrofit later will pay three times the capital cost for a fraction of the efficiency gain.
— Peter
How Conquestmfgusa supports your aggregate operations
At Conquestmfgusa, we work alongside construction and materials processing professionals who need equipment that performs under real project conditions, not just on a spec sheet. Our expertise in custom-built processing equipment extends to the kind of integrated configurations that make modern wet processing operations work: material handling, transport, and processing support equipment built to your site’s specific demands.
Whether you are specifying a new greenfield aggregate processing plant or upgrading an existing circuit, we understand the operational details that determine whether a plant delivers on its promise. Explore our construction industry solutions and see how our equipment configurations support the material flow, transport, and processing needs that professionals like you are solving every day. You can also review our aggregate plant operations guide for more on integrating batching and bulk transport into your processing setup. Contact our team to discuss your project requirements and request a consultation.
FAQ
What does an aggregate washing plant do?
An aggregate washing plant removes clay, silt, organics, and other deleterious materials from crushed stone, gravel, and sand through a sequential process of screening, scrubbing, washing, separation, and water recovery, producing clean, graded aggregate products that meet specification.
How does an aggregate wash plant work?
Feed material moves through a series of stages: prescreening removes oversize, a logwasher or scrubber breaks down clay coatings, wash screens and hydrocyclones separate product fractions, and closed-loop water systems return clarified water for reuse while sludge is managed separately.
What are the main benefits of washing aggregates?
The core benefits include improved product specifications, removal of harmful contaminants, recovery of fine sand as a saleable product, and reduced freshwater consumption through water recycling. These factors directly improve product marketability and lower long-term operating costs.
Portable vs. modular wash plant: which is better?
Neither is universally better. Portable plants suit short-duration or multi-site operations. Modular plants offer higher throughput, better process integration, and faster commissioning than fixed plants, making them ideal for medium to large operations that still need flexibility.
How much water does a wash plant use?
Water consumption varies significantly by feed material and plant design, but closed-loop systems with integrated water recovery can reduce power use by up to 30% compared to open-circuit designs and substantially cut freshwater draw by returning clarified water to the process continuously.